Находят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока:
э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
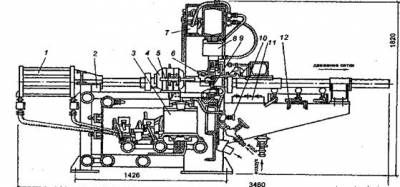
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
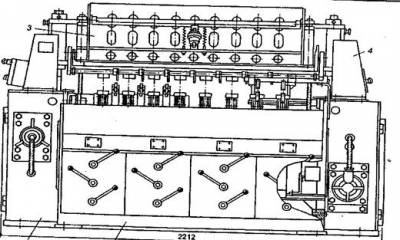
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
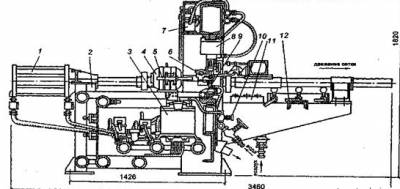
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4:
1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
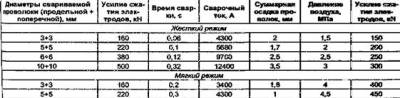
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
Таблица 18.24
Технические характеристики многоточечных сварочных машин
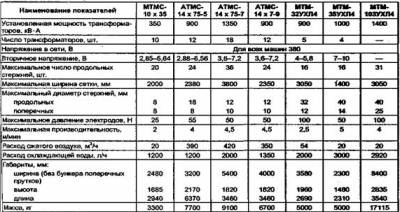
Таблица 18.25
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Правильные устройства СМЖ-288-1Б и 2Б. Исполнение 2Б имеет раму, на которой установлен ряд правильных роликовых блоков. Они при наладке могут смещаться вдоль рамы по се направляющим, в зависимости от шага между продольными стержнями в сетке. Каждый блок состоит из корпуса с пятью правильными роликами. Три нижних ролика свободно вращаются на осях, а два верхних — на осях, соединенных с корпусом шарнирно. В верхней части блоков расположены нажимные винты для перемещения рычагов с поворотными роликами, посредством чего создается прогиб арматуры при ее правке. На входе в блок установлена фильера из твердого сплава. Правильное устройство СМЖ-288-1Б изготавливается по индивидуальному заказу. В остальном конструкции устройств идентичны.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Источник: http://stroy-technics.ru/article/mnogotochechnye-mashiny-i-avtomatizirovannye-linii-dlya-svarki-shirokikh-setok |